qt10 15
Вспомогательные производственные мощности включают в себя, главным образом, системы водоснабжения, электроснабжения, дороги, цеха и другие здания.
Производственная площадка кирпичного завода может быть выполнена из стального каркаса, соответствующего классу II по строительным характеристикам и классу огнестойкости II. Проектирование с учетом сейсмической активности и преобладающего направления ветра должно осуществляться в соответствии с соответствующими нормами страны (региона) заказчика, а также местными геологическими, гидрологическими и метеорологическими условиями, с обеспечением хорошего освещения и вентиляции. Здание должно быть оборудовано молниезащитой класса II, молниеотводными лентами, а токоотводы должны быть подключены к заземляющим электродам. Бытовое и противопожарное водоснабжение осуществляется из водопроводной сети с диаметром магистрального трубопровода более Ø63 мм и счетчиком воды. Производственная вода забирается из рек или грунтовых вод. Производственные и бытовые сточные воды проходят централизованную очистку перед попаданием в канализационную сеть. Незастроенные территории завода должны быть укреплены бетоном толщиной 150–200 мм. Электропитание разделено на внешнее и внутреннее. Общая мощность производственной линии составляет 80 кВт, мощность трансформатора — 300 кВА. В качестве источника питания используется трехфазная четырехпроводная система ~380/220 В с непосредственно заземленной нейтральной точкой.
Конструкторская концепция полностью автоматической машины для производства кирпича QT10-15
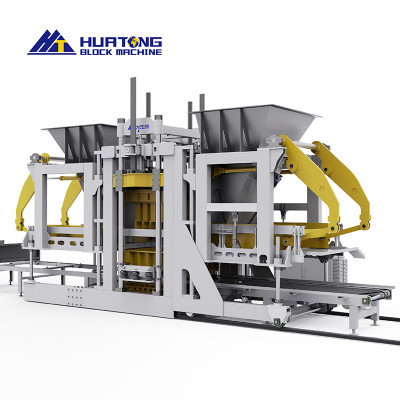
Полностью автоматический станок для производства кирпича QT10-15 использует в качестве основного сырья цемент, песок и щебень (либо дробленый камень, гальку или угольный шлак) для изготовления различных безобжиговых кирпичей, отличающихся высокой степенью пустотности, отличным качеством, низкой себестоимостью и высокой устойчивостью к атмосферным воздействиям. Для производства безобжигового кирпича не требуется глина, что позволяет избежать отчуждения сельскохозяйственных земель; кроме того, этот процесс не требует расхода топлива и способствует экономии энергии. При изготовлении такого кирпича могут использоваться горные породы из предгорий, рудные материалы из прибрежных зон, а также промышленные отходы городских предприятий, что обеспечивает доступ к обширной и повсеместно доступной сырьевой базе. Производственный процесс отличается простотой, требует минимальных инвестиций в строительство предприятия и обеспечивает быструю окупаемость, создавая условия для организации крупномасштабного производства. Данное оборудование подходит для применения как в сельской местности, так и в городских условиях. Оно не только обладает широкой сферой применения и обеспечивает простоту строительных работ, но также позволяет сократить сроки строительства и снизить общую стоимость реализации проектов.

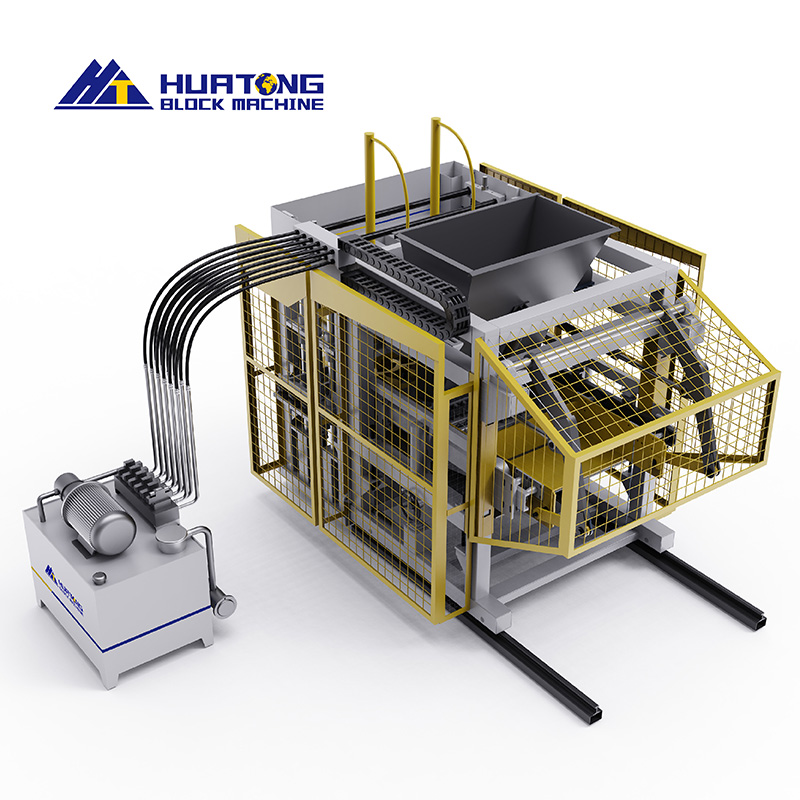
Основная структура и функции полностью автоматической машины для производства кирпича QT10-15
Полностью автоматическая машина для производства кирпича QT10-15 состоит из девяти основных частей: рамы, узла прижимной головки, вибрационного узла, подающей тележки, бункера, пластинчатого питателя, устройства выгрузки кирпича, гидравлической системы и системы управления. Во время работы хорошо перемешанные материалы хранятся в бункере. Материалы, необходимые для производства различных кирпичей, подаются в подающую тележку с помощью таймера. Подающая тележка подает материалы в верхнюю часть формы через масляный цилиндр для распределения. Прижимная головка надавливает, одновременно активируя вибрацию для быстрого формования. Пластинчатый питатель подает сформированные кирпичи на разгрузочную платформу. Весь производственный процесс полностью автоматизирован и контролируется системой управления.
Основные технические характеристики полностью автоматической машины для производства кирпича QT10-15
1. Подходит для крупных и средних предприятий для инвестирования в полуавтоматические или полностью автоматические линии по производству необожженного кирпича для реализации автоматизированного производства.
2. Полуавтоматическая линия по производству блоков представляет собой автоматическую производственную линию со стеллажной сушкой, отличающуюся простой конфигурацией и компактностью. Он может реализовать полностью автоматическое непрерывное производство от подачи до укладки блоков.
3. Полностью автоматизированная линия по производству необожженного кирпича представляет собой линию по производству блоков, оснащенную тележками-дочерними элементами и печами для упорядоченного твердения, обладающую высокой степенью автоматизации. Она позволяет осуществлять полностью автоматизированное производство на этапах подачи, смешивания и формования, транспортировки и твердения, штабелирования и упаковки.

Вспомогательное оборудование для полностью автоматической кирпичной фабрики QT10-15
Вспомогательные производственные мощности включают в себя, главным образом, системы водоснабжения, электроснабжения, дороги, цеха и другие здания.
Производственная площадка кирпичного завода может быть выполнена из стального каркаса, соответствующего классу II по строительным характеристикам и классу огнестойкости II. Проектирование с учетом сейсмической активности и преобладающего направления ветра должно осуществляться в соответствии с соответствующими нормами страны (региона) заказчика, а также местными геологическими, гидрологическими и метеорологическими условиями, с обеспечением хорошего освещения и вентиляции. Здание должно быть оборудовано молниезащитой класса II, молниеотводными лентами, а токоотводы должны быть подключены к заземляющим электродам. Бытовое и противопожарное водоснабжение осуществляется из водопроводной сети с диаметром магистрального трубопровода более Ø63 мм и счетчиком воды. Производственная вода забирается из рек или грунтовых вод. Производственные и бытовые сточные воды проходят централизованную очистку перед попаданием в канализационную сеть. Незастроенные территории завода должны быть укреплены бетоном толщиной 150–200 мм. Электропитание разделено на внешнее и внутреннее. Общая мощность производственной линии составляет 80 кВт, мощность трансформатора — 300 кВА. В качестве источника питания используется трехфазная четырехпроводная система ~380/220 В с непосредственно заземленной нейтральной точкой.
График инвестиций и реализации проекта по созданию полностью автоматической кирпичной фабрики QT10-15
1. Подготовка к проекту: обследование участка и подготовка отчета по технико-экономическому обоснованию, 5-10 дней.
2. Завершение проектирования технологического процесса и разработки технических чертежей, 2-5 дней.
3. Заказ стандартного оборудования: 15–20 дней; заказ нестандартного оборудования: 20–25 дней.
4. Строительство и транспортировка оборудования, 20–35 дней.
5. Монтаж оборудования (включая обучение персонала на рабочем месте, ввод оборудования в эксплуатацию и пробное производство), 10–15 дней.
6. Официальное производство и приемка проекта, 1 день.

Инструкция по безопасной эксплуатации полностью автоматической машины для производства кирпича QT10-15
1. Не прикасайтесь к электрическим компонентам в электрошкафу, когда кирпичеплавильный станок включен или находится в рабочем состоянии, иначе может произойти поражение электрическим током.
2. Не используйте переключатели или кнопки кирпичеделательной машины мокрыми руками и не ремонтируйте детали при включенном питании, чтобы предотвратить поражение электрическим током.
3. Персонал по техническому обслуживанию должен обладать соответствующей технической квалификацией и обслуживать оборудование в строгом соответствии со спецификациями по техническому обслуживанию электрооборудования во избежание несчастных случаев.
4. Перед началом работы на станке операторы должны обладать определенными знаниями в области техники безопасности и опытом работы.
5. Перед запуском станка убедитесь, что поблизости нет посторонних лиц. Неработающие лица не имеют права находиться в рабочей зоне. Персонал должен соблюдать безопасное расстояние более 1 метра от станка во время работы. Для предотвращения несчастных случаев необходимо назначить стационарные посты, перемещение постов во время работы запрещено.
6. Перед запуском машины проверьте и уберите все препятствия с рабочей поверхности и гусениц. Лицам, не являющимся рабочими, запрещается управлять машиной.
7. В случае возникновения аварийной ситуации во время работы немедленно нажмите красный аварийный выключатель, чтобы предотвратить несчастные случаи.
8. При чистке кирпичного завода выключите все выключатели управления и повесьте предупреждающую табличку («Оборудование находится на техническом обслуживании, питание отключено»).
9. Не прикасайтесь к препятствиям и не выполняйте нестандартные операции во время работы машины, чтобы избежать травм.
10. Все провода кирпичеплавильной машины должны быть проложены через трубы и траншеи во избежание утечки тока, вызванной оголенными проводами.
11. После работы выключайте все выключатели питания для обеспечения безопасности оборудования.
12. Не запускайте оборудование для производства во время сильных гроз.
13. Работа в состоянии алкогольного опьянения строго запрещена.